2024-07-15
王风才 李红霞 张洪春 邢永顺
(邯郸钢铁公司,线棒材厂)
摘 要:结合轧机轴承的结构特点以及工作条件,介绍了轴承在装配、使用与维护等过程中的注意事项和相关要求,分析了轴承运转过程中易出现的故障及预防措施。
1 前言
轧辊轴承是用来支撑转动的轧辊,并保持轧辊在机架中的正确位置,轧辊轴承应具有小的摩擦系数、足够的强度和刚度、寿命长、便于换辊等特点。
2 轧机的工况及损坏原因分析
邯钢线棒材厂粗轧机为两辊水平轧机,生产工作条件恶劣温度高,粉尘大。当轧件通过时,由于冷却水的影响,表面温度迅速降低,温度保持在70-90℃,而内部由于得不到冷却温度依然很高。轧钢过程中的粉尘有时进入轧机,致使轧机损坏率相当高,而轧机的损坏又以轴承的损坏为主。轴承损坏占轧机损坏的60%以上。笔者经过长期调查发现,有很多轴承的损坏并不是轴承本身的质量问题,而是由于轴承的装配质量及使用错误造成的。由此可见,采用正确的使用方法,合理地装配、保养轴承,是延长轴承使用寿命的关键。
3 四列圆柱滚子轴承结构分析
四列圆柱滚子轴承结构单内套、双外套梳状保持架轴承,主要由外套、内套、 滚动体及保持架4大部分组成。这种轴承承载能力大,极限转速高和旋转精度高,内外套可分离,可互换,几何形状较其它轴承简单。轴承的滚动体与滚道都是圆柱形,故可以获得较高的加工精度,从而可以保证轴承的装配精度。
4 影响装配质量的因素及安装
4.1 影响装配质量的因素
(1)轴承的寿命与轴承座的设计是分不开的。如果轴承座设计和制造不当,将导致轴承受力不均,降低轴承寿命,轴承座应具有调心性,避免因轧辊挠曲变形而使轴承受到偏载。
(2)与轴承相关的备件的尺寸、几何形状、精度等级、公差范围与设计是否相符。
(3)与轴承配合的接触面的光洁度、硬度是否在规定范围之内,所有间隙、过盈配合量是否符合设计要求等等。
4.2 内套的安装
四列圆柱滚子轴承的内套与辊颈应为过盈配合,安装时加热到100-120℃,通常用感应加热器或机油加热,禁止使用割枪烤。内套安装在辊颈时,使它和挡水环紧密接触,以防挡水环活动。
4.3 外套的安装
四列圆柱滚子轴承的外套与轴承座的内孔为过渡配合。装配时,将外套、滚子、保持架组成的整体用铜棒轻轻打入轴承座内,并贴紧内侧固定端盖。在装外套时,应注意端面与保持架端面的标记,不能装反,应按照拆开轴承包装时的初始状态顺序装入,以防出现因滚子受力不均而烧轴承的现象。装轴承时,应将轴承座水平放置,轴承装好后,应标出其受力区间,以备换辊时重点检查。
5 轴承的故障及预防措施
5.1 运转过程中对轴承的检查
按照工艺规程要求,定期对轴承进行听、观察和测量。听就是使用规定器械一端对着轴承轴向端盖和轴承座的径向外壳,另一端贴耳听轴承在运转过程中是否有撞击声和机械摩擦声;观察就是对运行环境、安装位置、震动偏移、润滑等情况进行观察,是否存在不良环境;测量就是用温度计、测振仪对轴承座进行定量检测。
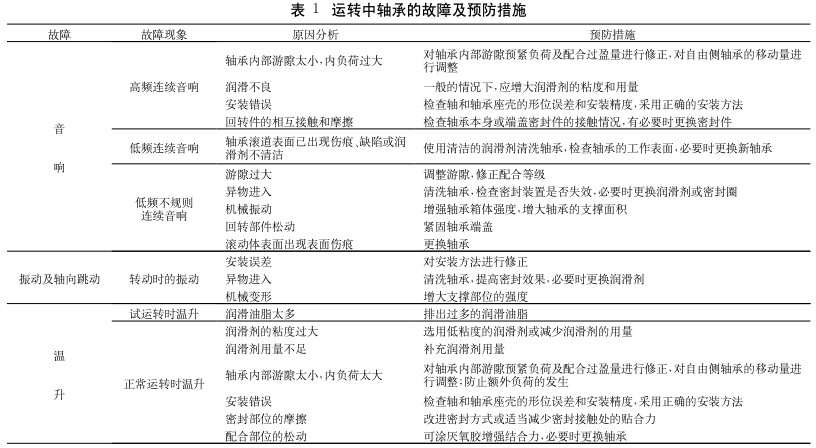
通过以上方法,可确定出轴承在运行中是否处于正常状态以及应采取的相应措施,运转中轴承易出现的故障及预防措施见表1。
5.2 静止状态下对轴承的检查
对相关备件的紧固情况进行检查,各部件是否处于正确位置、有无松动的现象等。对于线棒材厂粗轧机组,由于红坯要进行90度翻转,部分轧辊承受较大的轴向力。因此,要经常检查轧辊轴承座是否已压紧,有无松动。尤其是操作侧轴承座与轧钢机架间一定要有轴向无间隙固定,尽可能地减少传动侧轴承座与轧钢机架窗口的配合间隙,以减缓传动轴跳动对轴承所产生的冲击。另外,可对轴承润滑剂进行检测,检查润滑油是否进杂物、氧化铁皮、水等。粗轧机通常受到较强的冲击负荷,轴承震动大,润滑脂容易流失。因此,要求润滑脂有较强的粘附性,可以牢牢地粘附在零件的表面,一部分在滚道上润滑轴承,其余部分保存在轴承内部空间起到密封作用。如果外界污物侵入轴承座内,最先污染的是靠近外侧的润滑脂,使轴承零件表面出现磨损。随着污物的增加,磨损面会增加,同时还会形成裂纹并逐渐扩展,最终使套圈开裂,严重时还会报废轧辊、轴承座等相关部件。
5.3 轴承的拆后检查
由于粗轧机单槽轧制量大,因此换辊周期长,轧辊换下后可使用清洗剂,把轴承清洗干净,用压缩空气吹干,然后对滚子、保持架、滚道进行检查。滚子、滚道出现凹痕、点蚀等现象,视具体情况更换。同时,要检查轴向密封和径向游隙,检查无误后,增加润滑剂备用。
6 结语
对轴承的正确安装、检查、维护等方法纳入相关的规程后,轧机烧轴承的事故率有所降低。影响轴承使用寿命的因素很多,应制定出全方位的管理制度和要求,才能更好地达到延长轴承使用寿命的目的。
来源:《河北冶金》
(版权归原作者或机构所有)
Copyright © 2023 - SVC Bearing Factory沪ICP备14051945号
Technical Support - Bearing.cn